 English
English 繁體版
繁體版 日本語
日本語 Deutsch
Deutsch Türkçe
Türkçe Español
Español

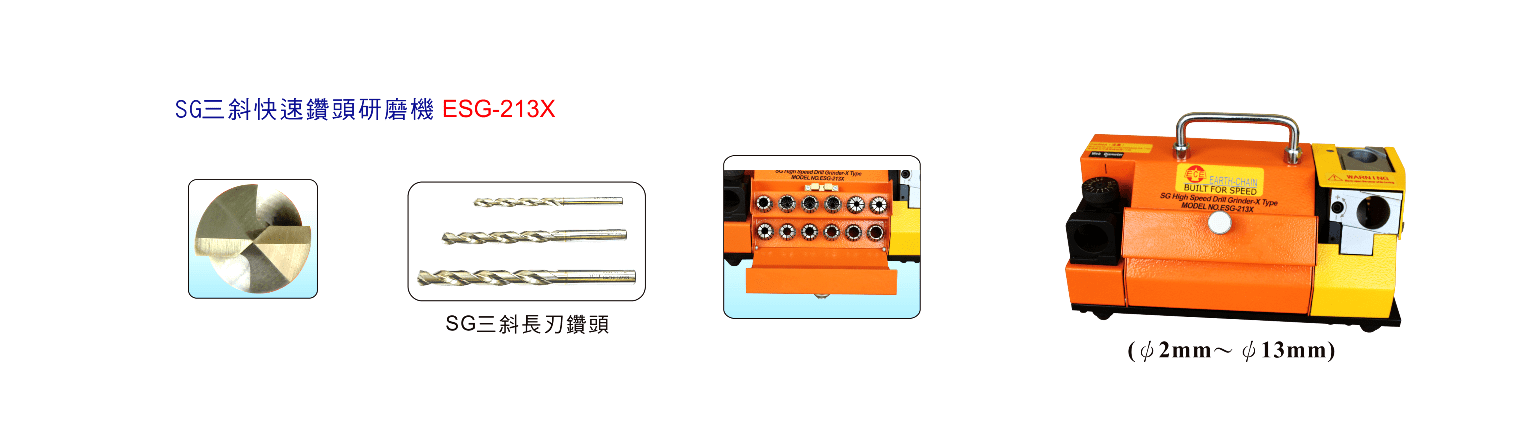
SG 三斜快速鑽頭研磨機ESG-213X

產品介紹
ESG-213X(Ø2mm-Ø13mm)

| 型 號 | ESG-213X | 馬 達 | 150W |
|---|---|---|---|
| 研磨能力 | Ø2mm ~ Ø13mm | 轉 速 | 5500 R.P.M. |
| 先端角 | 135° | 重 量 | 11.25 kg |
| 電 源 | AC110V - AC220V 單相 (60Hz/50Hz) | 砂 輪 |
| 標準附件 |
|---|
| ER筒夾 Ø2.5mm ~ Ø13mm (12pcs) |
| CBN鑽石砂輪 #200 x 1pc 與 #400 x 1pc |
| 特殊附件 | |
|---|---|
| 訂購編號 | 品 名 |
| ESG-213X-2D | SDC鑽石砂輪 #400 (鎢鋼鑽頭專用) |

鑽頭夾具組加裝軸承(可輕鬆的夾持鑽頭)
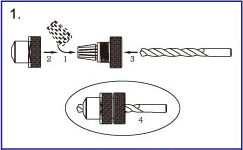
鑽頭夾具組與"筒夾"及"鑽頭"之組裝
請依左列圖示1,2,3,4之步驟組裝。"不鎖緊"如圖示1
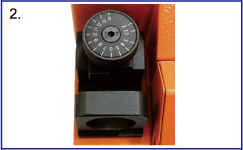
鑽頭直徑之定位調整
- 先將刻度調整環向右轉至歸零位置。
- 將刻度調整環向左轉至所要研磨之鑽頭直徑尺寸。如圖示2

鑽頭之定位
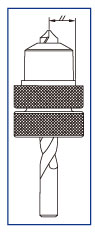
插入鑽頭夾具組至調整台及鑽頭插到底後,將鑽頭及夾具組向右轉到底後鎖緊。 如圖示3
注意:刻度調整環可能因鑽頭之新舊及規格樣 式不同而無法精確,請於鑽頭定位後確認鑽頭刀口需與鑽頭夾具組之缺口成平行狀態。(如右圖示)

鑽頭刀刃研磨
將ER夾具組前端對準刀刃研磨座之凹槽、輕輕接觸砂輪並緩慢進到凹槽,並做左右旋轉,以便消除研磨時產生的毛邊,研磨到沒聲音即可,直接取出ER夾具組,做180°旋轉後,重複上述動作即可完成鑽頭刀刃研磨。如圖示4

鑽頭中心靜點研磨
將ER夾具組前端對準靜點研磨座之凹槽、輕輕接觸砂輪並緩慢進到凹槽,並做左右旋轉,目的使左右靜點一致,研磨到沒聲音即可,直接取出ER夾具組,做180°旋轉後,重複上述動作即可完成鑽頭中心靜點研磨。如圖示5
靜點調整:
調 "+" 中心靜點增大
調 "-" 中心靜點縮小

鑽頭後斜角研磨
將ER夾具組前端對準後斜角研磨座之凹槽,緩緩插入直到鑽頭輕觸砂輪,再緩慢進給,研磨到沒聲音即可,直接取出ER夾具組,做180°旋轉後,重複上述動作即可完成鑽頭後斜角研磨。如圖示6
後斜角調整:
調"+" 後斜角變大
調 "-"後斜角變小
研磨機使用後請經常清除鑽頭屑粉及保養,以避免屑粉與研磨座磨擦損耗,增長使用壽命。
本機在正常使用範圍內保固一年(虛耗零件及砂輪除外)






