 English
English 繁體版
繁體版 日本語
日本語 Deutsch
Deutsch Türkçe
Türkçe Español
Español





AFILADOR DE BROCASEDG SERIE

Product Introduction
EDG-1226N(Ø12mm-Ø26mm)
EDG-213N(Ø2.5mm-Ø13mm)

| Modelo N.º | EDG-213N | Modelo N.º | EDG-1226N |
|---|---|---|---|
| Capacidad | Ø2.5mm ~ Ø13mm | Capacidad | Ø12mm ~ Ø26mm |
| Capacidad | 90° ~ 135° | Ángulo de perforación | 90° ~ 135° |
| Rueda de esmerilado | CBN#200(Para broca HSS) | Rueda de esmerilado | CBN#150(Para broca HSS) |
| Motora | 150W | Motora | 450W |
| Fuente de alimentación | AC110V / AC220V Fase única (60Hz / 50Hz) |
Fuente de alimentación | AC110V / AC220V Fase única (60Hz / 50Hz) |
| R.P.M. | 5500 R.P.M. | R.P.M. | 4500 R.P.M. |
| Peso | 8.5kg | Peso | 26kg |
| accesorios estandar | |
|---|---|
| ER collets Ø2mm ~ Ø13mm(12piezas) | ER collets Ø12mm ~ Ø26mm(15piezas) |
| CBN Wheel #200×1pc (Para broca HSS) | CBN Wheel #150×1pc (Para broca HSS) |
| Llave hexagonal 4mm×1pc 5mm×1pc | Llave hexagonal 4mm×1pc 6mm×1pc |
| Accesorios opcionales | |||
|---|---|---|---|
| Número de orden. | Descripción | ONúmero de orden. | Descripción |
| EDG-213N-1D | SDC Wheel #400 (Para broca de carburo) Ø2mm ~ Ø13mm |
EDG-1226N-1D | SDC Rueda #200(Para broca de carburo) Ø12mm ~ Ø26mm |
| EDG-213N-2D | SDC Wheel #300(Para broca de carburo) Ø10mm ~ Ø13mm |
||
| EDG-213N-1C | CBN Rueda #200(Para broca de acero rápido) Ø2mm ~ Ø13mm |
EDG-1226N-1C | CBN Rueda #150(Para broca de acero rápido) Ø12mm ~ Ø26mm |
| EDG-213N-2C | CBN Rueda #400 Para broca HSS baja Ø5mm ) |
||

Soporte de pinza: rodamiento ensamblado
((Más fácil y conveniente para apretar)
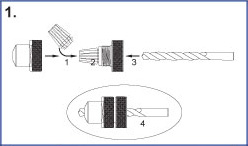
Configure el taladro en el soporte de la pinza
Siga los Pasos 1, 2, 3, 4 para configurar el taladro en el soporte de la pinza. (sin apretar) ***como se muestra en el diagrama n.º 1

Establezca el diámetro de la broca
- gire a la derecha el anillo de escala hasta la posición "0".
- Ajuste la escala para que coincida con el diámetro de la broca.***como se muestra en el diagrama #2

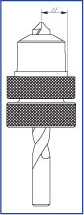
Prepare la broca para la posición de rectificado
Inserte el portabrocas con la broca y gire a la derecha, luego apriete la broca con el portabrocas para prepararla en posición de rectificado.
***como se muestra en el diagrama #3
Atención: El anillo de escala puede que no sea exacto para el diámetro de la broca, debido a la broca utilizada o a un modelo diferente de broca de todos modos, por favor siempre verifique que el borde central de la broca debe ser paralelo con la separación del "Porta pinzas" ***como se muestra en el diagrama derecho.
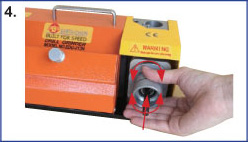
Muela la punta de la broca.
- Encienda el poder del esmeril.
- Inserte el portabrocas con la broca y empuje hacia la rueda de amolar lentamente, luego muévalo a izquierda y derecha repetidamente para afilar la broca hasta que desaparezca el sonido de molienda.
- Saqué el portabrocas con la broca y cambie al otro lado para moler nuevamente de la misma manera como se mencionó anteriormente ***como se muestra en el diagrama #4.

Ajuste de la base de rectificado del punto central
Ajuste la base de rectificado del punto central a la posición adecuada. Gire a la derecha para hacerlo más grande, gire a la izquierda para hacerlo más pequeño. ***como se muestra en el diagrama n.º 5

Rectifique el punto central de la broca.
- Inserte el portaherramientas con la broca y empújelo lentamente hacia la muela, luego muévalo de izquierda a derecha repetidamente para rectificar el punto central de la broca hasta que desaparezca el sonido de rectificado.
- Saqué el portaherramientas con la broca y cambie al otro lado para rectificar nuevamente de la misma manera que se mencionó anteriormente.***como se muestra en el diagrama n.º 6
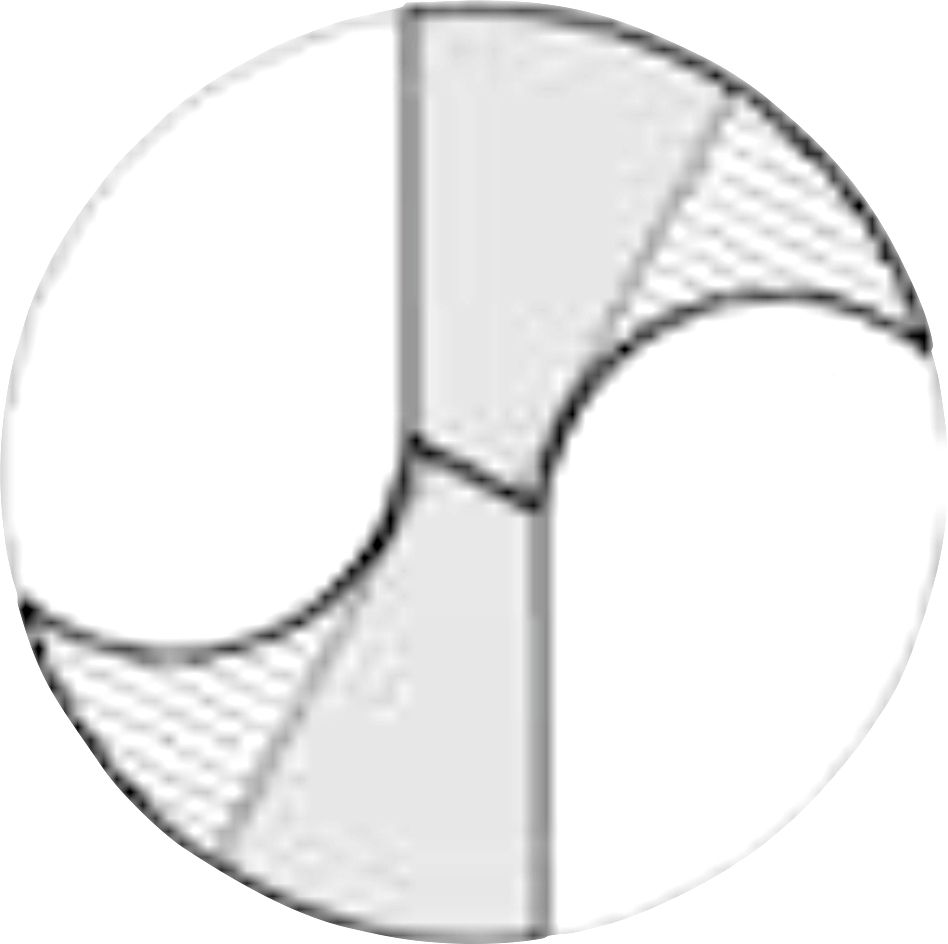
El punto central adecuado para aceros duros . . . etc materiales duros.
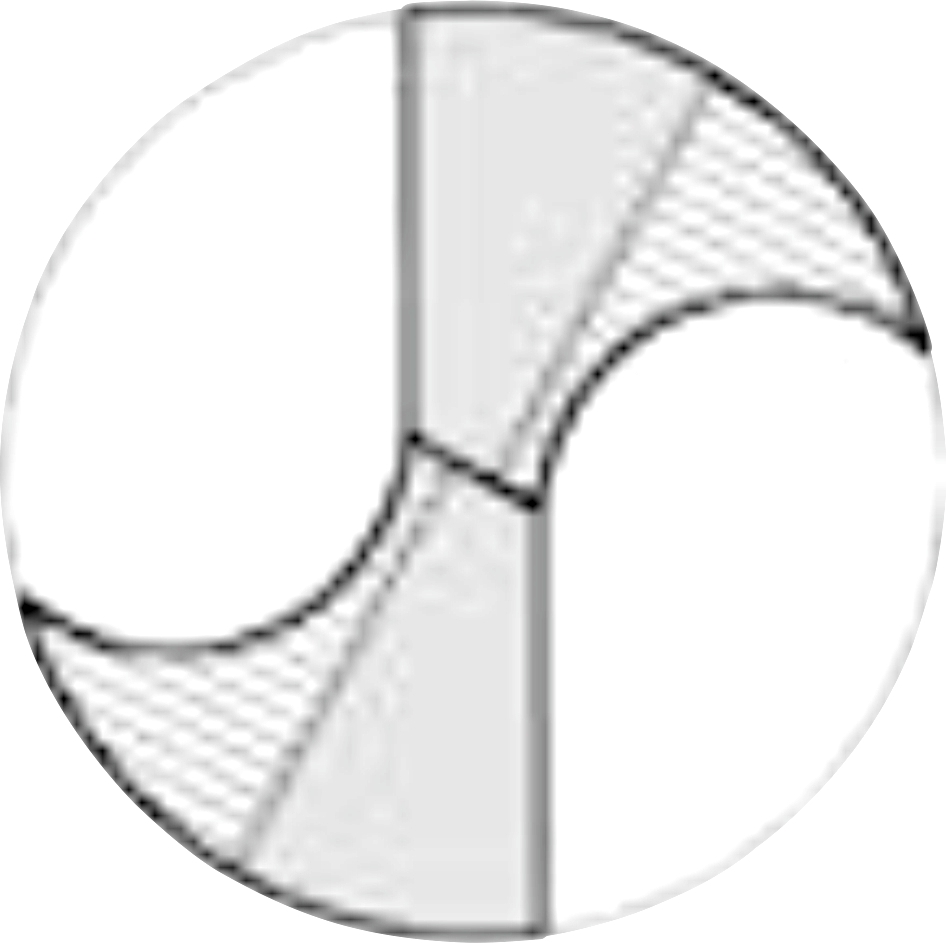
El punto central adecuado para materiales generales como hierro, acero general y latón . . .etc.
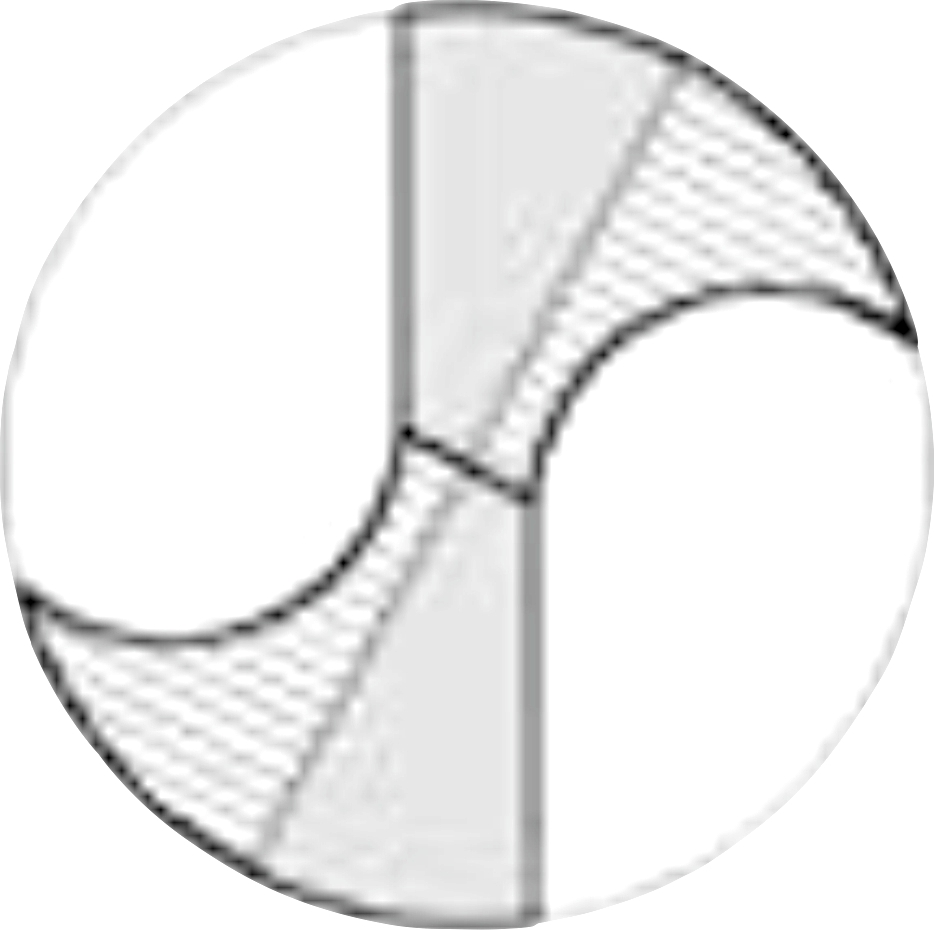
El punto central adecuado para materiales blandos como cobre, aluminio, plástico . . .etc.
***Por favor limpie las virutas de rectificado a menudo para evitar que las virutas rayen la base de rectificado y mantener la vida útil del uso.
Esta máquina tiene garantía por un año bajo operación normal (las partes consumibles y ruedas son excepciones).



